
Company name: Ansteel Machinery Development Private Enterprise Machinery Factory
Anshan Shuangxing Galvanizing Co., Ltd
Contact: Shen Taisheng
WhatsApp:+8615382137795
Tel.: 0412-8812449
Q Q:1481198998
Postal code: 114000
Email: bestgalvanizing@163.com
Website: www.agxinguo.com
Plant site: Ansteel plant
Office address: No. 111, Ximinsheng Road, Tiexi District, Anshan, Liaoning
The shape of the zinc pot shall be conducive to reducing the possibility of internal stress and strain generated by the zinc pot during manufacturing and use to a minimum. The zinc pot is generally made into a cuboid shaped container, which is most suitable for practical hot dip galvanizing production. Sometimes a zinc pot with complex shape is used for easy operation, but such a zinc pot may have high thermal stress and is generally not recommended. The size of the zinc pot must be determined according to the size of the hot-dip galvanized components and the production capacity of the zinc pot.
1. Size of zinc pot
The size of the zinc pot shall first be determined according to the needs of the product. The minimum size (length, width and depth) of the zinc pot must ensure that a single large workpiece or a certain number of small workpieces can be easily immersed in the pot.
Due to the large heat dissipation of the zinc bath surface, the length and width of the zinc pot should be minimized to save energy on the premise that the workpiece can be conveniently placed. Reducing the heat dissipation of the zinc bath surface can reduce the heat transfer through the zinc pot wall, which can also reduce the heating intensity of the zinc pot, which is conducive to extending the service life of the zinc pot. The zinc bath surface is small, and the zinc ash produced by oxidation of the zinc bath surface will also be reduced.
In order to adapt to long and large hot-dip galvanized products such as transmission steel poles, and do not want the volume of the zinc pot to be too large, the zinc pot can be made into the shape of an isosceles trapezoid with one end wide and one end narrow, that is, the horizontal section is long and narrow, but the width of the two ends of the zinc pot cannot differ too much.
After the length and width of the zinc pot are determined, it can be considered to increase the depth of the zinc pot appropriately. Increasing the depth of the zinc pot has the following advantages:
1) When the workpiece is immersed in a deep zinc pot, it is not easy to contact and stir the zinc slag at the bottom of the pot, which is conducive to sediment. The surface of the plated parts produced in the zinc bath with good sediment is smooth, and the zinc layer is thin and uniform.
2) Increase the zinc capacity of the zinc pot, that is, increase the heat capacity of the zinc bath, and reduce the temperature fluctuation of the zinc bath when the workpiece is immersed.
3) Under the same input power, the heating intensity of the pot wall will decrease, which can reduce the temperature difference between the inner wall of the zinc pot and the zinc bath, which is crucial to improve the life of the zinc pot.
In production practice, the proportion range of width and depth of zinc pot is usually 1: (1.3~2).
2. Structure of zinc pot.
The thickness of steel plate used for making zinc pot is generally 40~50mm. The zinc pot with large size or high production capacity (for example, the zinc pot used for continuous hot-dip galvanizing of strip steel and steel wire) can also be made of thicker steel plates, and can even be used for surfacing zinc pot materials to thicken the pot wall. Some small and shallow zinc pots can also be made of steel plates with a thickness of 30-40 mm. The thickness of the reinforcing plate along the top of the zinc pot is usually the same as the pot wall.
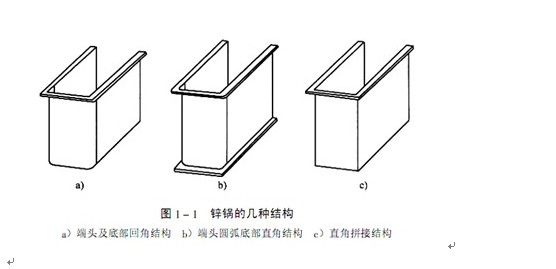
According to the connection mode between the facades and between the facades and the bottom of the zinc pot, the structure of the zinc pot can generally be divided into the following three forms:
1) The middle part of the zinc pot in the length direction is composed of one or more sections of pre bent U-shaped steel plates. The preformed zinc pot end plate includes the end facade of the zinc pot, a small part of the side facade and the bottom surface. There is an arc transition between these surfaces, and the two bottom corners of the end form a spherical crown surface. Then weld the end plate and the middle U-shaped section, as shown in Fig. 6-1a. Such a structure can greatly reduce the tendency of stress concentration in the dangerous area of the zinc pot, including the junction between the bottom and the elevation, and the junction between the end elevation and the side elevation. This type of zinc pot can use the latest automatic electroslag welding technology, and the filling electrode is rolled or drawn from the same low silicon material as the zinc pot steel plate. At present, this structure is used in large zinc pots abroad.
2) The wall of the zinc pot is composed of two flat side vertical panels and two prefabricated U-shaped end vertical panels. All vertical panels are welded on one flat bottom plate, as shown in Fig. 1-1b. The weld between the vertical panel and the bottom plate is fillet weld, and electroslag welding is not possible. The corner at the bottom of the zinc pot with this structure is at a right angle, and the weld area at this part will become the dangerous area and weak point with the maximum stress. For the zinc pot with a large depth, this situation deserves more attention and vigilance. It is generally believed that this type of structure is not suitable for deep zinc pots with a depth of more than 2m.
3) The side elevation and end elevation of the zinc pot are flat plates, which are assembled and welded on a flat bottom plate, as shown in Fig. 1-1c. The bottom weld position of such a zinc pot structure will become a dangerous area with maximum stress. This structure is generally used for smaller zinc pot.
According to the connection mode between the facades and between the facades and the bottom of the zinc pot, the structure of the zinc pot can generally be divided into the following three forms:
1) The middle part of the zinc pot in the length direction is composed of one or more sections of pre bent U-shaped steel plates. The preformed zinc pot end plate includes the end facade of the zinc pot, a small part of the side facade and the bottom surface. There is an arc transition between these surfaces, and the two bottom corners of the end form a spherical crown surface. Then weld the end plate and the middle U-shaped section, as shown in Fig. 6-1a. Such a structure can greatly reduce the tendency of stress concentration in the dangerous area of the zinc pot, including the junction between the bottom and the elevation, and the junction between the end elevation and the side elevation. This type of zinc pot can use the latest automatic electroslag welding technology, and the filling electrode is rolled or drawn from the same low silicon material as the zinc pot steel plate. At present, this structure is used in large zinc pots abroad.
2) The wall of the zinc pot is composed of two flat side vertical panels and two prefabricated U-shaped end vertical panels. All vertical panels are welded on one flat bottom plate, as shown in Fig. 1-1b. The weld between the vertical panel and the bottom plate is fillet weld, and electroslag welding is not possible. The corner at the bottom of the zinc pot with this structure is at a right angle, and the weld area at this part will become the dangerous area and weak point with the maximum stress. For the zinc pot with a large depth, this situation deserves more attention and vigilance. It is generally believed that this type of structure is not suitable for deep zinc pots with a depth of more than 2m.
3) The side elevation and end elevation of the zinc pot are flat plates, which are assembled and welded on a flat bottom plate, as shown in Fig. 1-1c. The bottom weld position of such a zinc pot structure will become a dangerous area with maximum stress. This structure is generally used for smaller zinc pot.
Ansteel Machinery Development Private Enterprise Machinery Factory
Anshan Shuangxing Galvanizing Co., Ltd
Address: No. 111, Ximinsheng Road, Tiexi District, Anshan, Liaoning
Contact: Shen Taisheng
WhatsApp:+8615382137795
Tel.: (0412) 8812449
Email: bestgalvanizing@163.com
Website: www.agxinguo.com

QR code of mobile phone station

